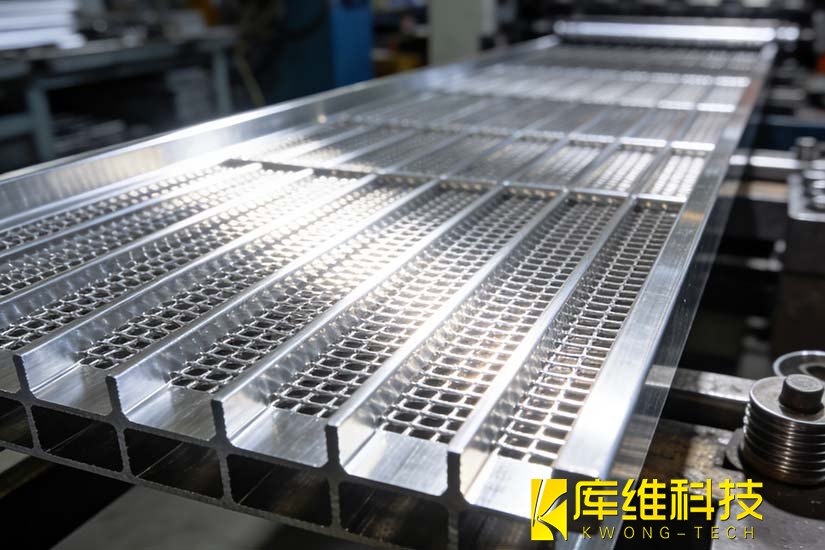
在國產大飛機C919實現商業首飛的背景下��,航空結構件的制造工藝面臨更高要求����。7075鋁合金作為飛機結構件的核心材料���,其高強度、耐腐蝕性使其成為飛機蒙皮、框架等關鍵部件的首選。水導激光技術實現了對3mm厚7075鋁合金格柵的精密加工�,為航空制造領域帶來突破性解決方案。
一�����、傳統工藝的技術痛點
7075鋁合金是一種Al-Zn-Mg-Cu系超硬鋁,自20世紀40年代末應用于飛機制造業以來,一直是航空工業的核心材料�����。其特點是固溶處理后塑性好�����,熱處理強化效果特別好,在150℃以下具有高強度和特別好的低溫強度��。而加工該材料的難點源于其特性:高強度(抗拉強度達572MPa)與低熱導率(130W/m·K)的組合���,導致傳統CNC加工時易產生以下問題:
-
熱變形:刀具與材料摩擦產生局部高溫(可達300℃以上)����,引發晶格畸變�,導致部件平面度誤差超0.2mm;
-
機械應力裂紋:切削力作用下�����,格柵邊緣易產生微裂紋�����,崩邊尺寸超30μm����,遠超航空部件≤15μm的公差要求��;
-
效率瓶頸:單件加工耗時超120秒,且需多次裝夾定位�,良率不足85%����。
航空格柵作為飛機蒙皮等關鍵部位的重要結構件,對加工精度要求極為嚴苛��。根據航空工業標準���,格柵安裝誤差需控制在±2mm以內,平面度≤3mm/2m����,航空7075鋁合金格柵的精度要求更高���,輪廓一致性誤差需控制在±0.05mm以內。傳統CNC加工難以滿足這一要求����,特別是在復雜幾何形狀的加工中�,往往需要多道工序��,且成品率低�。
二、水導激光技術原理與實現
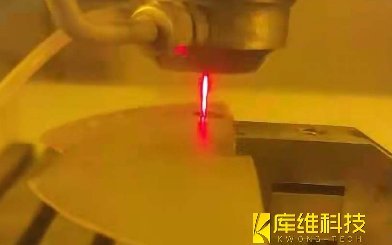
水導激光技術通過將高能激光束耦合至高壓水射流中傳輸,利用水的折射與全反射原理實現能量精準引導。其核心優勢在于:
-
高效冷卻:水流持續沖刷加工區域,抑制熱積累,避免材料相變與殘余應力����;
-
無接觸加工:水射流作為柔性“光纖”�,減少機械應力對薄壁件的沖擊�����;
-
微米級聚焦:光束聚焦至50μm,結合1064nm波長與400W功率����,實現高能量密度切割���。
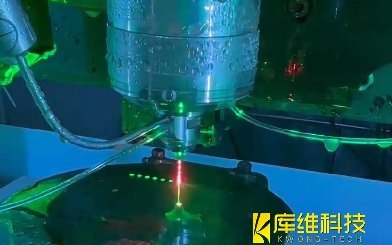
庫維激光采用波長1064nm、功率400W的納秒脈沖激光,耦合至直徑50μm的高壓微水射流中,通過以下技術路徑實現突破:
-
能量約束機制:水流以15MPa壓力形成穩定層流�,激光能量通過全內反射精準傳輸至加工面�����,避免空氣散射損耗;
-
動態冷卻系統:水流以150m/s速度沖刷切削區���,將溫度梯度控制在±3℃以內,熱影響區(HAZ)壓縮至3μm以下�����;
-
碎屑實時清除:高速水流同步帶走熔融顆粒�,防止二次沉積,表面粗糙度Ra值穩定在1.2μm。
三�����、7075鋁合金格柵的加工案例
1����、工藝參數與設備配置
材料:3mm厚7075-T6鋁合金板材;
設備:水導激光切割系統(波長1064nm���,功率400W��,水流壓力15MPa)����;
輔助系統:實時監控模塊追蹤加工形貌��,自適應調節能量密度�����。
2�����、加工效果對比
3���、關鍵成果解析
復雜形貌實現:成功加工四方格柵(邊長3.5mm�����,銳角80°)與六方格柵(邊長2mm�����,過渡圓弧0.06mm)����,滿足飛機蒙皮輕量化設計需求;
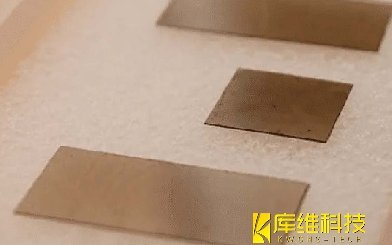
微觀質量優化:側壁無毛刺�����、重熔層≤3μm,避免傳統工藝中因熱應力導致的微裂紋;
效率與成本:單件加工時間縮短60%�����,能耗降低40%,綜合成本下降25%����。
水導激光技術以其獨特的”液態光纖”效應和”無熱損傷+超精密”優勢���,成功攻克了航空7075鋁合金格柵加工的難題����。水導激光技術以毫米級精度重新定義了航空制造的工藝邊界�,為C919等國產大飛機的輕量化�、高可靠性發展提供了關鍵支撐。